


Machine features
For example, a wide range of lathe spindles with spindle bores from 32 to 42 mm with radial and axial runout of < 0.7 µm and speeds of up to 8,000 rpm are available in combination with a wide range of clamping systems for powerful but also sensitive clamping of workpieces on the lathe.
The Y-axes expand the application possibilities of the CNC lathe in machining. In addition, tool setup times are reduced. In addition, precise adjustment of the tool center height can be carried out using the NC axes of the machine itself.
All variants of the TNI lathe series can be automated either with Benzinger’s own loading and unloading devices with the shortest part change times or via separate robotic chambers. Attaching a bar feeder to the lathe also allows for complete bar processing. Modern controls from Siemens and Fanuc with a variety of programming options complete the overall package of this lathe.

Versions B2, B6, B10
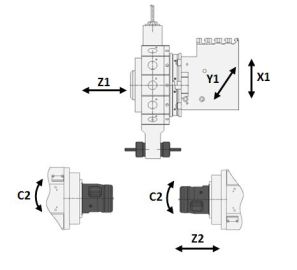
TNI-B2 - Lathe
The B2 lathe variant is equipped with a main and counter spindle, which allows the workpieces to be completely machined on the lathe. Tool turrets with VDI 25 mounting with 12 (optionally 16) individually driven stations are used. Here too, the advantages of the Y axis are fully exploited.
To optimize the setup time of the lathe, a high-precision version of the turret interface is available for VDI 25 holders. The reproducible repeat accuracy when inserting the tool holder is well below 0.01 mm. This means that the tools in the holder can be measured externally and time-consuming re-setups on the CNC lathe are no longer necessary.
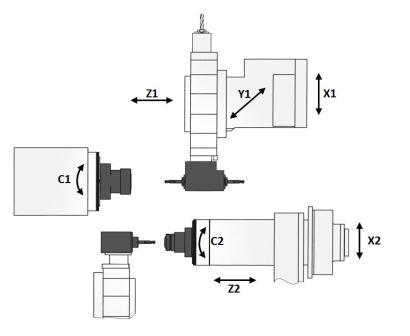
TNI-B6 - lathe
For simultaneous full machining on the main and counter spindles, the B6 lathe is equipped with a second turret. Thanks to the additional tailstock installation, longer workpieces can be additionally clamped between the centers and still be completely machined on the main and counter spindle.
Tool turrets with VDI 25 mounting with 12 (optionally 16) individually driven stations are used. Both turrets can also be equipped with a Y axis.
A high-precision turret interface design is available for VDI 25 holders in the lathe to optimize setup times. The reproducible repeat accuracy when inserting the tool holder is well below 0.01 mm. This means that the tools in the holder can be measured externally and time-consuming re-setups on the CNC lathe are no longer necessary.
TNI-B6 – lathe
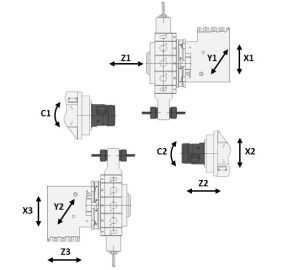
TNI-B10 - lathe
Compared to the B6 series, the B10 lathe variant is equipped with an additional folding slide for the second turret. Each turret can be used on any lathe spindle. This means, for example, that work can be carried out simultaneously on the main and counter spindles or simultaneously with two tools on one spindle.
Thanks to the additional tailstock installation, longer workpieces can be additionally clamped between the centers and thus be completely machined simultaneously on the main and counter spindles.
The lathe uses turrets with VDI 25 mounting with 12 (optionally 16) individually driven stations. Both turrets can also be equipped with a Y-axis.
To optimize the setup time of the lathe, a high-precision turret interface design is available for VDI 25 holders. The reproducible repeat accuracy when inserting the tool holder is well below 0.01 mm. This means that the tools in the holder can be measured externally and time-consuming re-setups on the lathe are no longer necessary.









Reviews
There are no reviews yet.